丙烯酸(Acrylic acid)是化学工业领域重要的原材料,其结构中有-COOH键和C=C键,能与多种化合物发生共聚,其共聚物主要用于胶黏剂、合成纤维、合成橡胶、合成树脂以及在药物合成业、建筑材料业、皮革制造业、加工纺织业以及石油开采业等诸多行业领域都有它的应用。它可与淀粉聚合形成高吸水性树脂(SAP),目前已普遍应用于成人卫生用品和婴儿纸尿片中,还应用于食品、农业、园林等各领域。
|
中文名称 |
丙烯酸 |
||
|
英文名称 |
ETHYLENECARBOXYLIC ACID |
||
|
别名 |
败酯酸 |
||
|
分子式 |
C3H4O2 |
分子量 |
72.06 |
|
外观与性状 |
无色液体,有刺激性气味 |
CAS号 |
79-10-7 |
|
熔点(℃) |
13.5 |
相对密度(水=1) |
1.05 |
|
沸点(℃) |
141 |
饱和蒸气压(kPa) |
1.33(39.9℃) |
|
燃烧值(kJ/mol) |
1366.9 |
辛醇/水分配系数的对数值 |
0.36 |
|
闪点(℃) |
68.3 |
爆炸上限%(V/V) |
8.0 |
|
引燃温度(℃) |
438 |
爆炸下限%(V/V) |
2.4 |
表1-1 丙烯酸主要物理性质
如果气态的丙烯酸与空气接触混合会引发爆炸的危险,遇到明火则能产生燃烧现象;如果与过氧化物接触会剧烈反应难以控制,要是和高温热能接触可自身发生聚合瞬间释放大量热能,从而引发储罐的破裂与爆炸。
截至目前,丙烯酸主要产地包括欧州西部国家的德国、法国和比利时、北美洲的美国,亚洲主要是中国、韩国和日本(详见表1-2)。其中日本姬路的触媒化学公司(NSKK)、德国路德维希港的巴斯夫公司(BASF)、法国卡林的阿科玛公司(Arkema)和美国德克萨斯州的陶氏化学公司(Dow Chemical)是全球四大丙烯酸生产商。全球2011年总产量为532万吨。2012年为606.8万吨,2013年底为637.3万吨。
表1-2 全球主要国家与地区产能统计/万吨
|
国家 |
生产企业 |
装置所以地 |
产能 |
|
|
粗丙烯酸 (CAA) |
通用型丙烯酸酯(AE) |
|||
|
美国 |
陶氏化学公司 |
德克萨斯州 迪尔帕克 |
57.5 |
41.0 |
|
路易斯安那州 塔夫特 |
11.0 |
18.0 |
||
|
American Acryl公司 |
德克萨斯州 |
12.0 |
6.0 |
|
|
阿科玛公司 |
德克萨斯州 |
52.0 |
19.5 |
|
|
德国 |
巴斯夫公司 |
路德维希港 |
27.0 |
38.0 |
|
StoHaas Monomer公司 |
马尔 |
26.5 |
6.0 |
|
|
陶氏化学公司 |
伯伦 |
8.0 |
6.0 |
|
|
法国 |
阿科玛公司 |
卡林 |
27.5 |
27.0 |
|
比利时 |
巴斯夫公司 |
安特卫普 |
32.0 |
15.0 |
|
日本 |
日本触媒化学公司 |
姬路 |
46.0 |
13.0 |
|
三菱化学公司 |
三重县 |
11.0 |
11.5 |
|
|
出光石化公司 |
爱知县 |
5.0 |
5.0 |
|
|
大分化学公司 |
大分县 |
6.0 |
- |
|
|
韩国 |
LG化学公司 |
丽川 |
20.8 |
23.0 |
|
丽珠 |
6.5 |
- |
||
|
中国台湾 |
台塑集团公司 |
麦寮 |
10.0 |
10.0 |
丙烯酸的消费区主要为一些经济强国,例如亚洲的中国和日本、北美洲的美国以及欧洲西部国家,这些经济强国占全球消费量比重的80%。2014年市场需求500万吨,亚州和太平洋沿岸地区占的比重最大为54%,北美州其次比重为23%,欧洲西部国家比重为17%,剩下的6%为欠发达地区。2014到2020年,需求将不断的扩大,预计每年的增长速率约7.6%,其中亚洲东北部地区增长最快。到2020年需求将达700万吨,并且市值可达到190亿美金。
2015年,国内丙烯酸生产厂家已增至16家(详见表1-3),总体产能达300万吨,比2014年增长10%,产业集中度高。未来,国内总产能持续增加需求旺盛,我国丙烯酸产能到2019年将达到336.8万,产能和产量年增长率分别为4.8%和4.3%。
表1-3 2015年丙烯酸生产企业及其产能 /万吨
|
企业名称 |
产能 |
|
江苏裕廊化工有限公司 |
68.5 |
|
浙江卫星石化股份有限公司 |
48.0 |
|
扬子石化—巴斯夫有限责任公司 |
35.0 |
|
台塑丙烯酸酯(宁波)有限公司 |
32.0 |
|
上海华谊丙烯酸有限公司 |
23.0 |
|
江苏三木集团有限公司 |
14.0 |
|
中海油能源发展有限公司惠州石化分公司 |
14.0 |
|
山东开泰石化股份有限公司 |
11.0 |
|
烟台万华聚氨酯股份有限公司 |
10.0 |
|
沈阳石蜡化工有限公司 |
8.0 |
|
中国石油兰州石化公司 |
8.0 |
|
万洲石化(江苏)有限公司 |
8.0 |
|
山东宏信集团化工股份有限公司 |
8.0 |
|
福建滨海化工有限公司 |
6.0 |
|
正和集团股份有限公司 |
4.0 |
|
中国石油吉林石化公司 |
2.7 |
|
合计 |
300.2 |
近年,国内丙烯酸产业进一步扩大,不断有大型丙烯酸装置投产,但还不能满足市场的需求量,国内丙烯酸及酯消费情况如图 1-1所示:
|
|
图 1 1丙烯酸及酯消费状况
本项目为南京红宝丽股份有限公司设计一座以丙烷为原料年产17万吨的丙烯酸分厂。
本项目选址在江苏省南京市高淳经济开发区,地处长江三角洲,环境良好,水资源充足,产业优势和区域优势明显,水陆交通便捷,十分适合建厂。
本项目在传统工艺基础上进一步优化,在不影响环境的前提下进行高效、稳定的生产,为其相关下游产业的经济增长和行业发展提供足够的原材料,前景广阔。
本项目主要分为两个工段,第一工段是丙烷脱氢制丙烯工段,该工段采用Oleflex工艺,该工艺稳定可靠。用高效的铂系催化剂在4台串联移动床反应器中进行脱氢,再经深冷分离和精制后得到聚合级丙烯,其副产物为反应器提供热量。原料转换率高,产品选择性好,无废物排出,满足环保生产要求。
第二工段是丙烯制丙烯酸工段,该工段采用两步氧化法,使用三菱油化技术,工艺成熟稳定、污染少,其催化剂的使用周期长。反应中对原料的浓度要求低、且原料有较高的转化率和产品收率。此外,全厂还对废水进行回收、对废渣和尾气进行处理污染降至最低,以达到绿色生产要求。
选择17万吨/年生产量作为本项目的生产规模,从对项目产品的高效利用,节省生产的成本、提升公司的经济效益、充分研究分析其市场变动,建设现状以及发展趋势探讨,考虑后续发展,根据市场需求调研,这样的产量有较大的灵活性。
有机化学工业的发展,可为其下游相关的产业提供足够的原材料,用于开发合成树脂的生产和加工,支持的优势纺织、轻工业、机械制造业。促进贫油地域的经济增长,实现规模化、持续化产业链的形成,为江苏南京高淳新区的丙烯行业建设提供支撑。
表2-1产品方案表
|
产品名称 |
工业级C3H4O2 |
|
执行标准 |
GB/T 4649-2008 |
|
规格 |
99.8%(质量分数) |
|
级别 |
优等品 |
|
产量 |
17.5万吨/年 |
|
单价 |
6300/吨 |
原料的选择考虑成本经济、来源稳定、环境友好三个要素。项目的主要材料的信息见表2-2:
表2-2原料、辅助材料来源表
|
项目 |
名称 |
消耗量 |
来源 |
运输方式 |
备注 |
|
原料 |
丙烷 |
13.95万吨/年 |
总厂提供 |
管道运输 |
|
|
甲苯 |
10.38吨/年 |
外购 |
公路 |
罐装 |
|
|
空气 |
74.64万吨/年 |
本厂提供 |
管道运输 |
||
|
辅助 材料 |
工艺软水 |
14.97万吨/年 |
总厂提供 |
管道运输 |
|
|
Pt-Sn/Al2O3催化剂 |
3.2吨/年 |
外购 |
铁路、公路 |
袋装 |
|
|
TS-1催化剂 |
1.4吨/年 |
外购 |
铁路、公路 |
袋装 |
|
|
Mo-Bi-Co催化剂 |
5.16吨 |
外购 |
铁路、公路 |
袋装 |
|
|
Mo-V-Cu催化剂 |
14.357吨 |
外购 |
铁路、公路 |
袋装 |
|
|
阻聚剂 |
334.71吨 |
外购 |
铁路、公路 |
袋装 |
本项目丙烷,工艺软水由总厂提供,甲苯以及各类催化剂采用外购。空气经净化、压缩与冷却,精馏分离等流程,分离得到O2,O2由园区提供直接用管道输送。
本项目动力和燃料均来自总厂,相关消耗估算如表2-3所示:
表2-3 项目动力及公用工程消耗估算表
|
序号 |
公用工程名称 |
消耗量 |
单位 |
来源 |
备注 |
|
1 |
电 |
3423.5 |
万度/年 |
园区提供 |
连续使用 |
|
2 |
高压蒸汽(250℃) |
2.35 |
万吨/年 |
园区提供 |
连续使用 |
|
3 |
中压蒸汽(175℃) |
2.66 |
万吨/年 |
园区提供 |
连续使用 |
|
4 |
低压蒸汽(125℃) |
4.55 |
万吨/年 |
园区提供 |
连续使用 |
|
5 |
20℃回到冷却水 |
12.64 |
万吨/年 |
园区提供 |
连续使用 |
|
6 |
冷冻盐水(-25℃,0.1MPa) |
22.2 |
万吨/年 |
园区提供 |
连续使用 |
Ø 从多方角度分析,选用最适合的生产工艺;
Ø 原料来源充足,运输便捷,价格合理;
Ø 工艺成熟可靠,能源消耗低,质量严格把关。
Ø 环保是否满足要求,资源是否高效利用不浪费。
“洋葱模型”是化工设计经典合成过程(如图3.1所示)。首先要对反应器进行计算、设计和选型,一切都要围绕它来展开,因为它是整个反应过程的核心组成部分;其次再对分离再回到系统进行选择;反应过程需要的大部分设备和负荷主要由反应器、分离与再回到系统决定,最后通过公用工程来提供项目自身不能达到的负荷。

图3-1“洋葱模型”图
Rudd.Powers.Sirrda在《ProcessSynthesis》中提出:过程合成方案中的合成指导理论通过“洋葱模型”可直观的表现理论过程的层次和结构。合成步骤如表3-1所示:
表3-1化工过程合成步骤
|
序号 |
合成步骤 |
过程操作 |
|
1 |
消除分子类型上的差异 |
化学反应 |
|
2 |
通过匹配源和汇分配产品 |
混合与分流 |
|
3 |
消除组成差异 |
分离 |
|
4 |
消除温度、压力和相态差异 |
温度压力及相态变化 |
|
5 |
集成目标:将各操作结合成单元过程 |
— |
分析设计模式,结合设计过程中的进度安排和实际情况,得到工艺设计思路如图3.2:

图3.2 化工合成步骤图
主要生产车间为丙烷脱氢车间、丙烯分离车间、丙烯氧化车间、丙烯酸精制车间。本项目主要流程分为两个工段:丙烷脱氢制丙烯工段如图3-3所示;丙烯氧化制丙烯酸工段如图3-4所示。
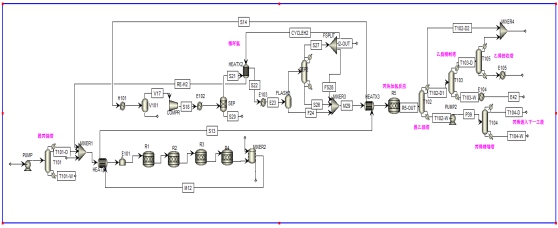
图3-3丙烷脱氢制丙烯工段aspen流程图

图3-4丙烯氧化制丙烯酸工段aspen流程图
原料丙烷通过FEED输送,经泵PUMP把丙烷输送到精馏塔T101把丙烷中的C4组分除去,精馏塔T101出来的高纯度丙烷在混合器MIXER1与H2混合,混合充分后的物流M5输送到换热器HEATX1换热后就输送到加热炉E101,加热到600℃时依次进入R1、R2、R3、R4四个反应器反应,出来的高温粗丙烯直接进入急冷塔MIXER2冷却至300℃,300℃的粗丙烯作为热源与丙烷、H2混合后物流M5在换热器HEATX进行换热,出来的物流S13进入下一工段,详细流程见图3-5:

图3-5丙烷脱氢车间流程图
物流S13通过换热器HEATX3的降温后,以此作为加氢反应的热量来源,在输送到冷凝器H101至40℃,物流S15在冷凝罐V101中将水分分离。反应气S17经过透平机COMPR压缩、干燥塔SEP将水分S20从反应气里脱除,物流S21先与从冷箱出来的H2换热后再进入冷箱进行深冷分离,分离出来的H2分成CYCLEH2、H2-OUT、FS28三股物流。
H2-OUT物流加压用储罐储藏用于出售、CYCLEH2物流先与HEATX2换热,然后回到回MIXER1与T101-D,H2-IN物流混合成M5。FS28与F24和S26物流在混合器MIXER3混合。M29号物流与S13号物流换热加热到50℃后,在35-60℃下R5-IN物流中的丙炔和H2在催化剂作用下合成丙烯,R5-OUT号物流催化加氢后进入脱乙烷塔T102,把反应气中的C2、C1、H2脱除,脱乙烷塔T102塔顶出来的粗乙烷进入精馏塔T103,从T103-W物流出来的乙烷纯度为99.99%经过加热、加压后输送至储罐。
乙烷精制塔T103塔顶冷凝器出来的T103-D物流经过乙烯回收塔T105分离,在T105-W物流得到99.1%乙烯。从脱乙烷塔T102塔顶冷凝器出来的T102-D2物流和乙烯回收塔T105塔顶冷凝器出来的T105-D物流在MIXER4混合后送至燃烧炉。分离C2、C1组分的粗丙烯从T102-W物流通过泵PUMP2送至丙烯精馏塔T104得到97.3%的精丙烯T104-D送至丙烯氧化工段,同时分离出来的99.5%的丙烷T104-W回到回精馏塔T101,详见图3-6:

图3-6丙烯分离工段流程图

